滄州恒運(yùn)管道裝備制造有限公司:專業(yè)生產(chǎn)國(guó)標(biāo)涂塑鋼管,給水涂塑鋼管,大口徑涂塑鋼管,歡迎咨詢.
- 聯(lián)系我們
- 關(guān)注微信

滄州恒運(yùn)管道裝備制造有限公司:專業(yè)生產(chǎn)國(guó)標(biāo)涂塑鋼管,給水涂塑鋼管,大口徑涂塑鋼管,歡迎咨詢.

全國(guó)免費(fèi)咨詢熱線
15226607333
免費(fèi)咨詢熱線
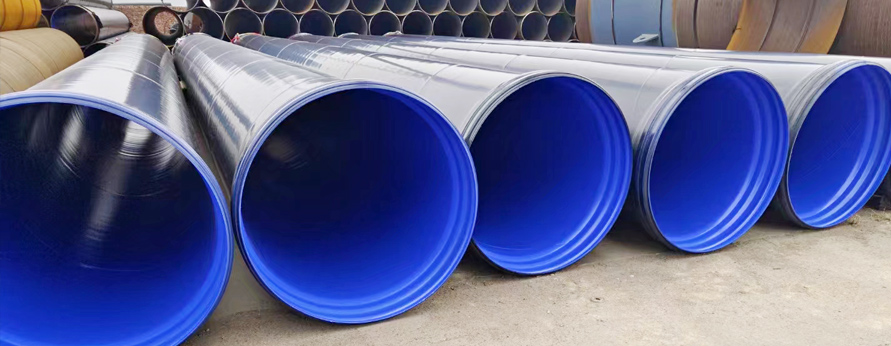
15226607333雙金屬焊接涂塑鋼管舍棄了原有涂塑鋼管傳統(tǒng)連接的成本高、抗壓強(qiáng)度低的缺陷,它在鋼管二頭采用特種焊接預(yù)制技術(shù),使碳鋼和不銹鋼有效的結(jié)合在一起,避免了鋼管在焊接施工時(shí)對(duì)涂覆層的破壞,是目前涂塑鋼管特別是埋地涂塑鋼管*佳連接方案。
其工藝是以涂裝之前的鋼管端口內(nèi)壁襯一層不銹鋼,襯的不銹鋼為5-10毫米,一般焊接破壞的涂塑層不超過(guò)5-10毫米,襯好了不銹鋼管后,經(jīng)過(guò)前處理、噴砂拋丸、涂裝固化等工藝*終制得雙金屬焊接涂塑鋼管。
在施工焊接前必須打20-30度的破口,焊縫底層可以用氬弧焊打底,或者用不銹鋼焊條(304或314不銹鋼型號(hào))打底,打底厚度不大于管材壁厚的四分之一,然后用碳鋼焊條焊接完整個(gè)接口。注意有兩點(diǎn),一種是打坡口,另一種則是不銹鋼采用滿焊方式緊貼鋼管內(nèi)壁。
雙金屬焊接涂塑鋼管在焊接后,焊口內(nèi)、外修補(bǔ)是以環(huán)氧樹(shù)脂粉末或雙組份環(huán)氧樹(shù)脂修補(bǔ)液為涂層材料,在其內(nèi)、外表面涂敷上一層環(huán)氧樹(shù)脂防腐層的焊口修補(bǔ)工藝。
雙金屬焊接涂塑鋼管介紹:
涂塑管在焊接施工時(shí),預(yù)留焊縫部位必須作砂磨處理*Sa2.5級(jí),表觀錨紋深度在50μm和112μm之間,保證管道施工后保持附著力以及內(nèi)壁光潔,無(wú)焊渣、氣孔,從而保證管道的內(nèi)修補(bǔ)質(zhì)量。
涂塑鋼管在埋地時(shí),由于所承載的介質(zhì)重量以及實(shí)際工作狀態(tài)下,在動(dòng)態(tài)過(guò)程中有震動(dòng),加之土壤自身沉降因素,時(shí)間一長(zhǎng),傳統(tǒng)的溝槽或法蘭連接難免有滲漏的現(xiàn)象發(fā)生,而且不易發(fā)現(xiàn)。所以普通金屬管道選擇了直接焊接,直接焊接方式性能穩(wěn)定,牢靠,但是這種方式在涂塑鋼管焊接過(guò)程中導(dǎo)致內(nèi)壁涂層的破壞,*終導(dǎo)致涂層達(dá)不到其耐防腐,耐磨損的效果。
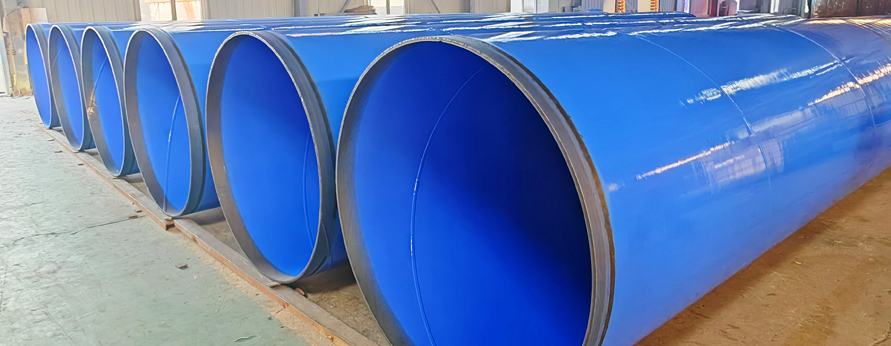
鋼管的端口均有破口,在鋼管內(nèi)噴砂外拋丸處理之后,在鋼管內(nèi)壁襯上寬度為5-10公分,厚度為0.8mm的不銹鋼薄板,在實(shí)際焊接時(shí),先用304或者是114不銹鋼焊條或氬弧焊不銹鋼焊絲打底,進(jìn)行內(nèi)層不銹鋼對(duì)接,然后用碳鋼焊條焊接外層鋼管,焊接完后外面需要用修補(bǔ)劑進(jìn)行修補(bǔ),恢復(fù)外層涂層的原樣。
雙金屬焊接涂塑鋼管焊接注意事項(xiàng):
1,一般選擇的是304的不銹鋼,因?yàn)槠渌闹亟饘俦容^少,不易生銹,用于以水為介質(zhì)的鋼管。用在化工防腐上面時(shí),我們建議使用的是316不銹鋼,因?yàn)檫@個(gè)防腐效果較明顯。(化工領(lǐng)域不適合用雙金屬焊接,應(yīng)該采用法蘭連接)
2,DN100以上時(shí)比較適合這種連接方式,因?yàn)楦鶕?jù)鋼管的直徑,氬弧焊槍頭比較容易進(jìn)入管內(nèi)進(jìn)行焊接。如果DN100以下的,因焊接設(shè)備的限制不適宜采用雙金屬焊接。
3,在鋼管的實(shí)際連接過(guò)程中,可能會(huì)遇到實(shí)際需要少于6米的鋼管,這時(shí)候需要將6米切割到需要的長(zhǎng)度,這時(shí)候需要做一個(gè)配套的大概20公分左右的長(zhǎng)度雙金屬接頭,焊接方法與正常的焊接一樣。
4,管件方面,因?yàn)殇摴懿豢杀苊庖c相關(guān)的管件相連接,管件的內(nèi)徑不同于管材,有一定的錐度,不銹鋼條不能緊貼,必須要焊接上一個(gè)20公分左右內(nèi)襯不銹鋼接頭。
在施工焊接前必須打20-30度的破口,焊縫底層可以用氬弧焊打底,或者用不銹鋼焊條(304或314不銹鋼型號(hào))打底,打底厚度不大于管材壁厚的四分之一,然后用碳鋼焊條焊接完整個(gè)接口。注意有兩點(diǎn),一種是打坡口,另一種則是不銹鋼采用滿焊方式緊貼鋼管內(nèi)壁.雙金屬焊接涂塑鋼管[1]在焊接后,焊口內(nèi)、外修補(bǔ)是以環(huán)氧樹(shù)脂粉末或雙組份環(huán)氧樹(shù)脂修補(bǔ)液為涂層材料,在其內(nèi)、外表面涂敷上一層環(huán)氧樹(shù)脂防腐層的焊口修補(bǔ)工藝。涂塑管在焊接施工時(shí),預(yù)留焊縫部位必須作砂磨處理*Sa2.5級(jí),表觀錨紋深度在50μm和112μm之間,保證管道施工后保持附著力以及內(nèi)壁光潔,無(wú)焊渣、氣孔,從而保證管道的內(nèi)修補(bǔ)質(zhì)量。
對(duì)于雙金屬焊接是在普通的鋼管內(nèi)部襯一層不銹鋼管,不銹鋼管的厚度一般為8-10cm,厚度根據(jù)管的口徑的大小來(lái)調(diào)節(jié),把SUS304不銹鋼薄板滿焊在鋼管端口,然后把管道進(jìn)行涂塑加工。在施工的時(shí)候直接把兩根襯有雙金屬的管道對(duì)焊就可以了,注意在焊接的時(shí)候要先用不銹鋼的焊條進(jìn)行打底,然后再用電焊來(lái)完成焊接,后再用修補(bǔ)液來(lái)修補(bǔ)。在施工的時(shí)候如果需要截?cái)嗟脑捑鸵捎秒p金屬焊接連接件。
Copyright © 2022 滄州恒運(yùn)管道裝備制造有限公司 版權(quán)所有 備案號(hào):冀ICP備14008042號(hào)-69